江苏某生物医药公司采用现代生物技术方法从事生物研究试剂、药物筛选及优化等技术外包服务,废水主要为生活污水和实验室废水,主要特征为水质浑浊、水质水量波动较大、色度大、散发出难闻气味和含有细菌等微生物。
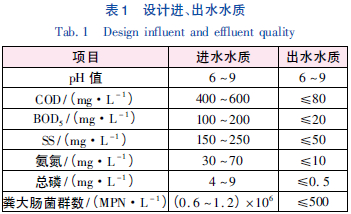
综合废水排放量为360 m3/d。设计出水水质执行《生物工程类制药工业水污染物排放标准》(GB 21907-2008) 表2 规定的浓度限值。设计进、出水水质见表1。
2 处理工艺设计及主要构筑物
制药工业废水通常都属于较难处理的高浓度有机废水之一,其水质随生产工艺不同而差异较大。本项目中虽然实验室废水水量较小,但其与生活污水混合后仍然表现出较高的污染特性,可生化性较差,且SS、粪大肠菌群数较高。在制药工业废水的生化处理工艺方面,报道较多的是采用SBR 工艺,但其出水水质受沉淀池停留时间和滗水器操作等影响较大、剩余污泥处理费用较高、对管理人员的技术能力要求较高。由于本项目水量不大,不宜采用多个SBR 反应器。但采用单一SBR 反应器需要较大的调节池,大大增加了占地面积和投资费用。业主要求充分利用有限土地资源,最大限度地降低对环境的污染。因此,综合考虑采用MBR 工艺作为生化处理的核心工艺,膜组件选用双叠式大面积平板膜组件,有效提高膜的稳定性和抗污染能力。废水处理工艺流程见图1。
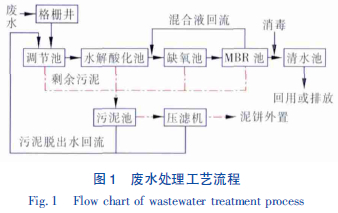
废水先通过机械格栅除去较大的固体悬浮物。从格栅井流出废水泵入调节池,以均匀水质,缓解水力冲击负荷对后续工艺的影响。调节池出水进入水解酸化池,水解酸化池出水依次进入缺氧池和MBR 池,缺氧池的主要作用是进行反硝化脱氮,从而去除废水中的氨氮。MBR 集膜的高效分离和生物降解于一体,是将污水生物处理技术与膜分离技术相结合的新型污水处理工艺。其用膜组件代替了传统活性污泥工艺中的二沉池,可进行高效固液分离,达到水净化的目的,克服了传统工艺中出水水质欠稳定、污泥易膨胀等不足。生物反应器内保持较高的污泥浓度,硝化能力强,污染物去除率高,部分混合液回流至缺氧池进行反硝化去除氨氮。MBR 池出水进入到清水池进行消毒后,出水可回用或达标排放。主要构筑物尺寸及设计参数见表2。

3 运行效果及分析
3. 1 运行过程分析
①水解酸化
水解酸化单元采用缺氧状态运行,溶解氧(DO)控制在0.2~0.5 mg/L。池内设有高效组合填料。监测结果表明,水力停留时间(HRT) 过长会使出水的VFA 浓度升高,对后续处理不利,而且酸化时间>6 h 时,水解速度开始变缓。因此,从经济性考虑,水解酸化过程HRT 宜控制在6 h 之内,本工艺中水解酸化池HRT 为4.1 h。另外,适当增加污泥浓度有助于COD 的去除,但污泥浓度不能太高,最佳污泥浓度以6.5 g/L 为宜。
②缺氧池
缺氧池内设软性组合填料,安装间距为150 mm×150 mm,填料支架为槽钢,由螺纹钢制作,安装高度距底部1.2 m,上部距液面0.3 m。池内设潜水搅拌机,搅拌机材质为SUS304。由于MBR 池内混合液回流带来硝态氮,需控制池内ORP 值<-100mV。缺氧池HRT 为3.2 h。
③ MBR 池
MBR 池采用双叠式大面积平板膜组件,在蠕动泵抽吸作用下间歇出水,膜单元的曝气装置置于膜片下方。MBR 池内安装穿孔曝气管,采用鼓风机曝气。设置变频器实现曝气量的实时调整。平板膜组件在安装过程中,加药管路与抽吸管连接,定期进行在线药洗,即可满足正常使用的要求。另外,间歇式抽停方式可有效减缓膜污染,由PLC 自动控制系统调节。当抽停时间分别为12、4 min 时,系统能保持膜过滤性能的稳定。MBR 池HRT 设为9.3 h。
3. 2 运行效果
调试运行结束后,出水水质基本稳定,各项污染物指标均达到排放标准,具体处理效果见表3 (表内数据为连续5 d 监测结果平均值±单倍标准偏差) 。
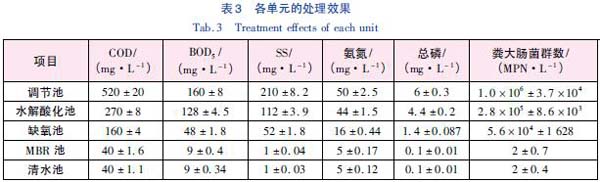
由表3 可见,系统对COD、BOD5、SS、氨氮、总磷、粪大肠菌群数的总去除率分别为92.3%、94.4%、99.5%、90.0%、98.3% 和100%,出水水质满足《生物工程类制药工业水污染物排放标准》(GB 21907—2008) 表2 规定浓度限值及《城市污水再生利用城市杂用水水质》(GB/T 18920—2002)标准。
4 经济分析
本工程总投资为134.20 万元,其中设备费用为62.04 万元,土建费用为36.38 万元,其他费用(设计、安装、调试、在线检测等) 为35.78 万元。工程总运行功率为11.18 kW/h,电价按0.6 元/(kW·h)计,则电费为0.62 元/m3。人员编制为1 人,人均工资为2 000 元/(月·人) ,则人工费为0.185 元/m3。药剂费为消毒剂及清洗膜所用药剂(0.5% 的次氯酸钠) 费用,膜清洗周期按3 个月计算,估算为0.015 元/m3。
运行费用合计为0.82 元/m3 (不含设备折旧) 。
5 结论
采用水解酸化—A/O—MBR 工艺处理生物医药综合废水,工程运行结果表明,该工艺处理效率高,最终出水COD、BOD5、SS、氨氮、总磷分别低于50、10、5、10、0.5 mg/L,粪大肠菌群数< 3 MPN/L,优于设计指标,同时满足《生物工程类制药工业水污染物排放标准》(GB 21907—2008) 表2 规定浓度限值及《城市污水再生利用城市杂用水水质》(GB/T 18920-2002) 要求,处理后的水质良好且稳定,可以直接回用。该工艺自动化程度高,操作管理简便,耐冲击负荷能力强,适用于土地资源紧张地区的污水处理工艺设计或工程提标改造。
如需要产品及技术服务,请拨打服务热线:13659219533
选择陕西博泰达水处理科技有限公司,你永远值得信赖的产品!
了解更多,请点击www.botaida.com







